Ultrasonic TOFD
Weld Inspection
(Download
Brochure, 209Kb)
 The
use of ultrasounds for the control of welds integrity in metal
constructions has been applied in the industry for decades.
The
use of ultrasounds for the control of welds integrity in metal
constructions has been applied in the industry for decades.
In the recent past,
an effort has begun for applying automated and semi-automated ultrasound
inspection on welds, aiming at a more rapid control, repeatability and
permanent recording of the inspection (as with radiography).
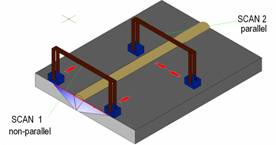
 With
this context the TOFD technique was developed. The method is a variation
of the classic UT weld inspection technique and, according to that, two
special longitudinal wave UT angle probes are used that are placed either
side of the weld.
With
this context the TOFD technique was developed. The method is a variation
of the classic UT weld inspection technique and, according to that, two
special longitudinal wave UT angle probes are used that are placed either
side of the weld.
The first probe
emits a wide ultrasonic beam which scans the weld and the Heat Affected
Zone (HAZ) and the second probe receives the part of the beam that is
reflected and the signals from the diffracted waves at the edges of
discontinuities found inside the ultrasound beam.
 The
discontinuity detection is based on the arrival times of the signals at
the receiver and not on the intensity of these signals and is independent
of their orientation.
The
discontinuity detection is based on the arrival times of the signals at
the receiver and not on the intensity of these signals and is independent
of their orientation.
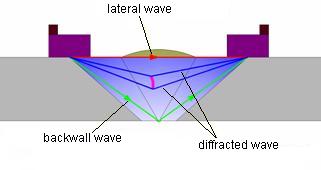
The results are
displayed in a D-Scan image (see picture) where the limits of the weld are
specified by the direct surface wave between transmitter and receiver
(upper part of the weld) and the reflected wave (lower part of the weld).
The signals from the discontinuities are found in-between these two waves.
Advantages of
the method:
-
Weld inspection
with usually one scan only.
-
No interruption of
the operation of the inspected object needed.
-
Permanent record
of the inspection data.
-
Inspection
repeatability. Suitable method for monitoring the propagation of
discontinuities.
-
The length, the
depth and the height of the discontinuity are recorded in only one scan.
-
Ideal for the
detection of cracks on the interface between wall and internal cladding.
-
No protection
against radiation required, neither interruption of other peoples work.
-
Continuous control
of probe-surface contact through the back wall echo signals and the
surface wave.
The inspection is
made according the international standards ASTM 2373 and BS 7706.
Envirocoustics
also provides
manual UT and
Eddy Currents welds inspection services.